24小時服務(wù)熱線:18136737981
廣義上講,,將產(chǎn)品加熱至50℃以上,配合充分的加熱時間,,即可殺滅乳制品中一種或者多種致病性和腐敗性微生物,。因此熱加工工藝中,可選的溫度/時間組合方案比較多,。
根據(jù)表1可知,,巴氏殺菌通常以下述幾種方式實現(xiàn):
高溫短時殺菌HTST (High Temperature Short Time),溫度和時間組合是72°C以上保持至少15s的時間,一般通過連續(xù)式殺菌系統(tǒng)來實現(xiàn),;

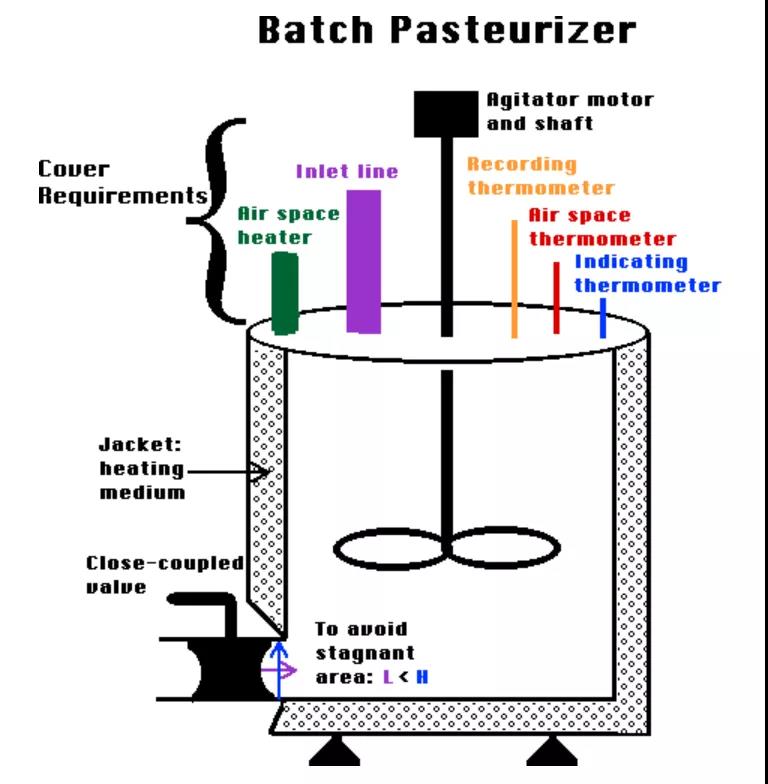
低溫長時殺菌LTLT(low temperature long time),,溫度和時間組合是63°C以上保持至少30min時間,一般通過批次型殺菌系統(tǒng)來實現(xiàn),;
雖然熱處理的核心要素說起來比較簡單——溫度&時間,。但是現(xiàn)實過程中,還有較多技術(shù)細節(jié)需要考慮,。為了匹配物料特性,,實現(xiàn)持續(xù)穩(wěn)定,可追溯的熱加工處理能力,,需要配置一系列的硬件軟件控制系統(tǒng),,記錄系統(tǒng)等,實現(xiàn)產(chǎn)品熱加工處理過程的實施,、監(jiān)控、糾偏,、食品安全保障以及相關(guān)運行數(shù)據(jù)(包括CCP/OPRP監(jiān)控數(shù)據(jù))的記錄,。
下面以HACCP中確認和驗證兩個角度,來討論一下巴氏系統(tǒng)重要組分的要求分別是如何落實的,。
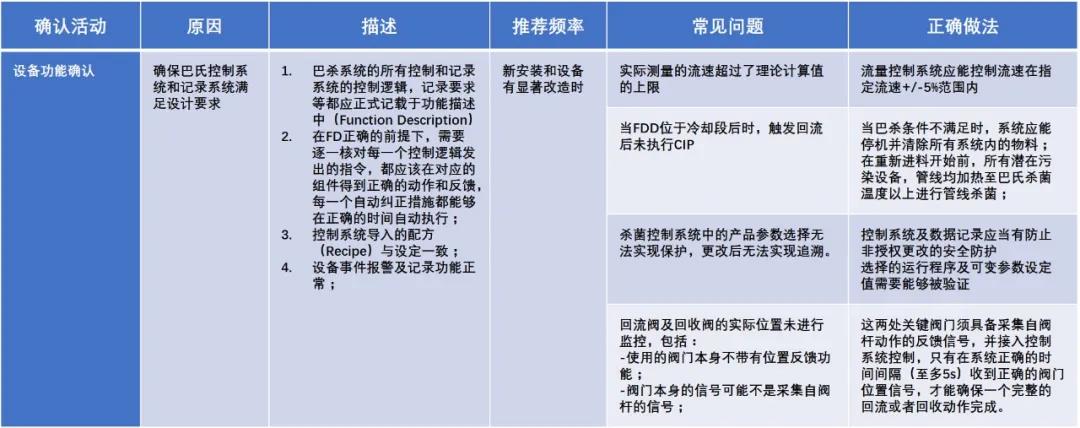
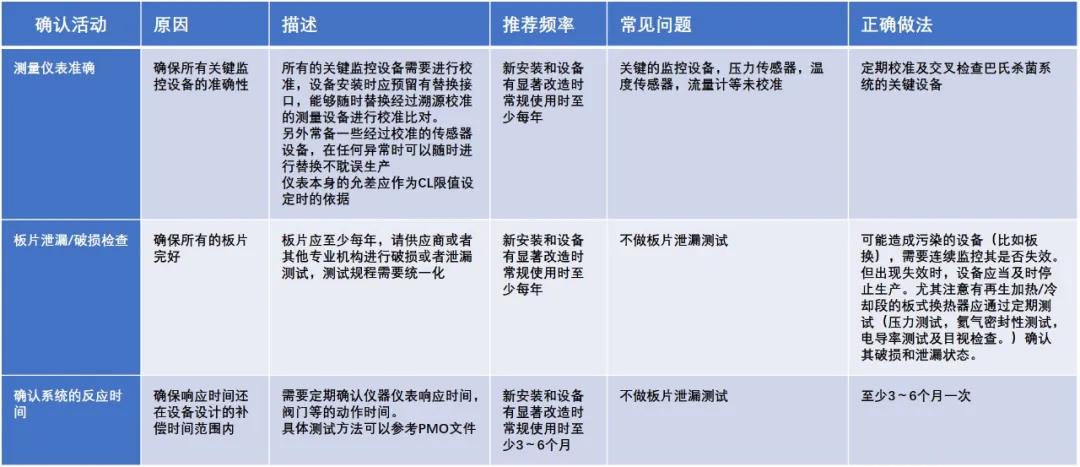
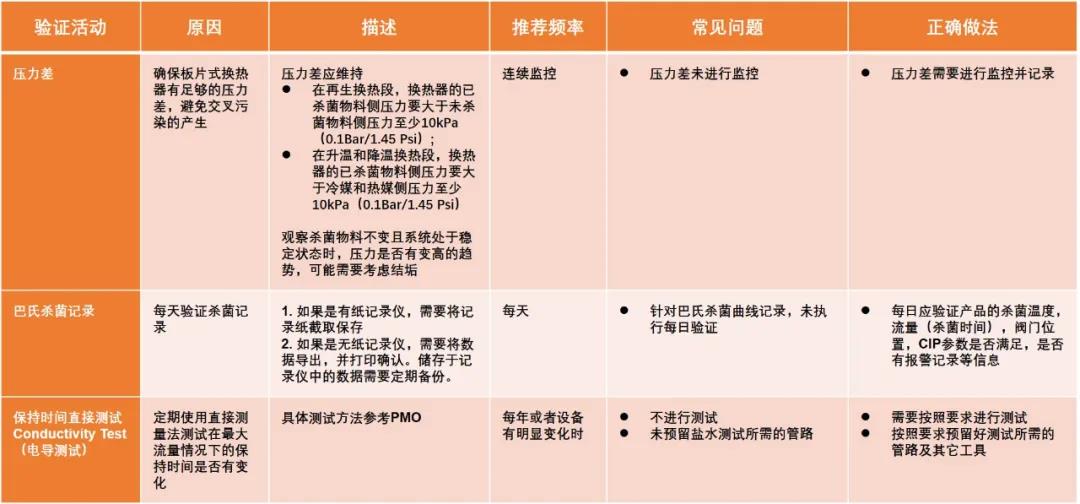
表3 典型連續(xù)式巴氏殺菌機的驗證活動

乳制品的熱加工處理HTST
一,、物料粒徑控制
要素一 過濾器
· 在原料奶開始進入系統(tǒng)前,,比如設(shè)置在平衡缸前;
· 在最終加熱段前配置
要素二 離心機
當采用離心機控制粒徑時,,最低殺菌條件組合應(yīng)參考200μm欄,。
流量控制或者說保持時間控制,,是巴氏殺菌過程中的一個重要環(huán)節(jié),。在保持設(shè)備一定的前提下,流量與保持時間呈反比,,因此,,應(yīng)當設(shè)定流量的上限以確保保持時間不會低于如表2所示的最低殺菌要求。
1,、計時泵(timing pump)一方面是控制產(chǎn)品在通過保持管時流量不會超過最高流量限值,,另一方面是與背壓閥一同作用,保持已殺菌物料的正壓力差,。
2,、在穩(wěn)定狀態(tài)時,流量控制系統(tǒng)應(yīng)當能夠?qū)a(chǎn)品流量控制在設(shè)定值±5%允差范圍內(nèi),。
3,、如果采用限流裝置,該設(shè)備在CIP時該裝置能夠有效清潔,,在生產(chǎn)時限流裝置能夠有效限制最高流量,。
4、當回流閥發(fā)生故障或者錯誤時,,計時泵也需要同步停止,。
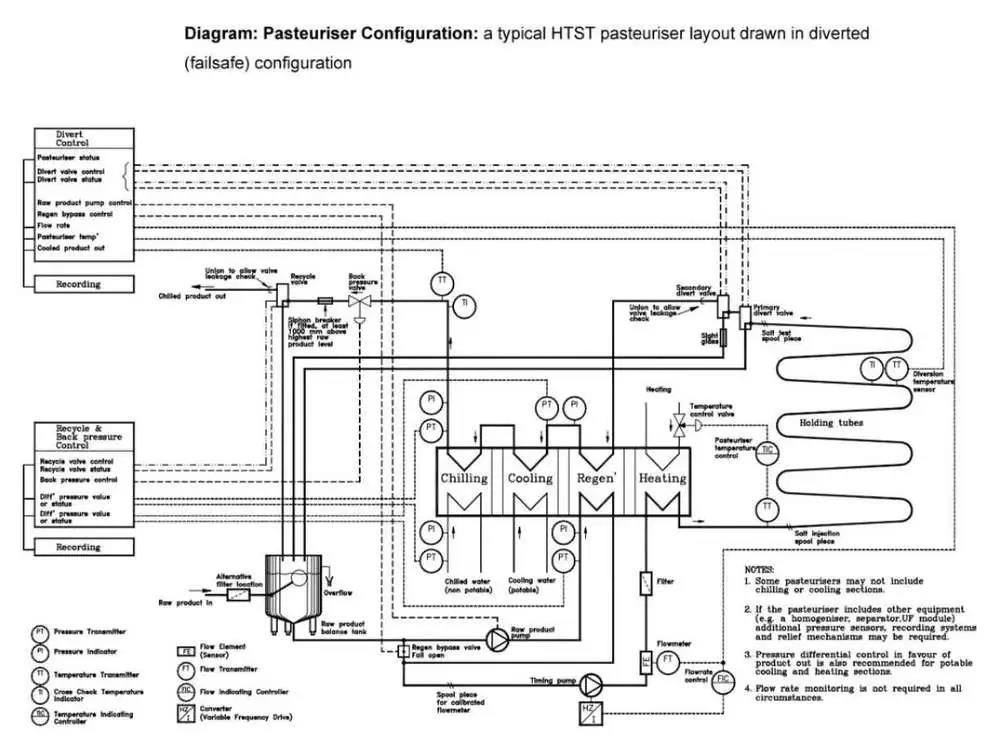
5、當巴殺設(shè)備配置再生段時,,計時泵的應(yīng)位于再生段之后在進入最終加熱段前(如圖所示),。
如果在某些巴氏殺菌機內(nèi),沒有配置再生段,,或者殺菌機配置了空氣間隙式板片,,那么計時泵的位置設(shè)計可以沒有這么嚴格。另外,如果在加熱段后設(shè)置緩沖罐,,定時泵應(yīng)在緩沖罐后,,以確保精準控制通過保持管的物料流量。
要素二 流量確認
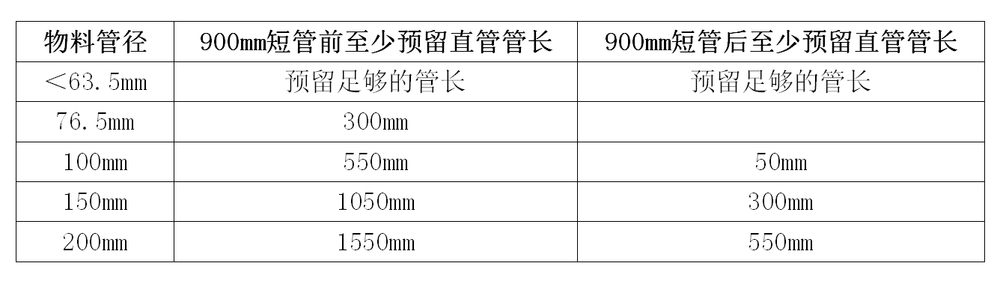
1,、如圖1中spool piece for calibrated flowmeter所示位置,,預(yù)留一個900mm長的短管以便替換安裝經(jīng)過校準的比對流量計。短管應(yīng)水平安裝,,或者以產(chǎn)品流量方向安裝,。
2、為了避免彎管,,閥門或者其他連接件影響流量測量,,安裝流量計應(yīng)在前后管路預(yù)留一定的直管長度,流量計前應(yīng)至少預(yù)留10倍管徑的長度,,流量計后應(yīng)至少預(yù)留5倍管徑的長度,。
3、流量計校準:在1~2完成后,,將預(yù)留管替換為經(jīng)過溯源校準的流量計,,通過與現(xiàn)有流量計的在線比對,確定現(xiàn)有流量計的實際偏差是否在可接受范圍,。
4,、流量控制準確度確認:在同樣的流量設(shè)定條件下,在流量計的中段流量范圍,,取6次獨立的流量測量結(jié)果,,計算其標準偏差,當標準偏差小于0.5%時認為可接受,?;蛘呷?span style="margin:0px;padding:0px;max-width:100%;box-sizing:border-box !important;word-wrap:break-word !important;">流量計的最大流量時,滿足±5%的偏差,。
要素三 流量超限時的保護措施
1,、超高流量保護系統(tǒng)應(yīng)能觸發(fā)回收閥門(Recycled Valve)
2,、回到進料狀態(tài)
2.1 當回流裝置安裝于冷卻段后端,在系統(tǒng)激活高流量保護后,恢復(fù)進料狀態(tài)應(yīng)滿足:
2.2 當回流閥門安裝于保持管后段,,在系統(tǒng)激活高流量保護后,,再回到進料狀態(tài)應(yīng)滿足:
· 在追加至少一個最低保持時間的延遲后,物料實際流量低于高流量回收的設(shè)定限值,;
三,、溫度控制及監(jiān)控
1、溫度計的構(gòu)造和安裝/固定方式應(yīng)遵守衛(wèi)生設(shè)計要求,,如3A標準,。
2、溫度傳感器的準確度:在回流溫度限值的±3℃范圍內(nèi),,其允許偏差應(yīng)為±0.5℃,,讀數(shù)應(yīng)能被操作人員方便讀取。
要素二 信號采集
1,、巴氏殺菌溫度的記錄和回流控制信號應(yīng)來自同一溫度傳感器,。
2、如果安裝兩個巴氏殺菌溫度傳感器,,控制邏輯應(yīng)該是任何一個傳感器低于回流溫度設(shè)定限值均需要回流,。只有所有的巴氏殺菌溫度讀數(shù)恢復(fù)高于設(shè)定限值后,才能繼續(xù)恢復(fù)至進料狀態(tài),。此時,,記錄儀應(yīng)采集更靠近回流閥門的傳感器信號數(shù)據(jù)。
1,、回流系統(tǒng)和記錄系統(tǒng)的響應(yīng)時間應(yīng)≤5s;
2,、傳感器的時間常數(shù)測定:將一個未經(jīng)加熱的傳感器插入充分攪拌溫度分布均勻的76℃水浴中,,溫度計的讀數(shù)從65℃上升到72℃說需要的時間間隔,。
要素一 壓力差標準
1,、壓力差自動控制系統(tǒng)需保證已殺菌的產(chǎn)品側(cè)壓力始終高于未殺菌側(cè)的物料以及換熱媒介,以避免熱交換器失效時的交叉污染的風險,。
2,、在物料供料和回流模式下,均需要維持壓力差異(或者觸發(fā)壓力差回收系統(tǒng)),。
3,、當壓力差≤壓力差設(shè)定限值時,需啟動回收,?;謴?fù)生產(chǎn)的前提是在換熱器中已巴氏殺菌產(chǎn)品段直至回收閥門(Recycle Valve)段已經(jīng)完成了滿足巴氏殺菌條件的持續(xù)殺菌,或者整個巴氏殺菌機已經(jīng)重新清潔和消毒,。
4,、如采用空氣間隙式換熱板片,板片間一旦有泄漏發(fā)生,,泄漏的未殺菌物料和傳熱媒介將通過溢流道流出,,而不會污染產(chǎn)品。當采用這樣的板片時,,可以不配置回收閥門(Recycle Valve),。但溢流道需要與外界大氣相通,確保一旦發(fā)現(xiàn)有泄漏發(fā)生,,及時發(fā)現(xiàn)并更換受影響板片,。
要素二 壓力傳感器的位置
1、壓力傳感器應(yīng)當設(shè)置在恰當位置,,具體闡述見上篇確認表,。
2、如果換熱器有多于一個再生段,,則需要配置多組壓力傳感器,。
3、在實際現(xiàn)場安裝時,,壓力傳感器應(yīng)該盡可能安裝在同一個水平高度,,以避免靜位壓差帶來的影響。
要素三 壓力差記錄儀和回收系統(tǒng)的響應(yīng)時間
1,、系統(tǒng)的響應(yīng)時間和記錄系統(tǒng)的響應(yīng)時間應(yīng)≤5s。
2,、壓力傳感器的時間常數(shù)測量是將壓力加至27.5kPa,然后迅速釋放將其變?yōu)? kPa,,讀數(shù)變化的時間間隔,。
要素四 壓差控制的回收系統(tǒng)
1、回收閥門(Recycle Valve)
2,、回收管線
· 回收閥門(Recycle Valve)及管線需要確保回流產(chǎn)品能夠自由流回平衡罐或者排廢,。同時,,在回收管線上不設(shè)置任何其他的閥門等會阻止自由流動的設(shè)備。
· 當回收管線直接連接到平衡罐內(nèi),,管末端至少高于溢流液位兩倍的管徑高度,。對于某些易產(chǎn)生泡沫敏感的物料來說,回收管線的末端會低于該液位,,此時需要配置破虹吸裝置,。
· 當回收閥門(Recycle Valve)處于回收狀態(tài)時,為了隨時檢查是否有泄漏至后端供料管線的情況,,回收管線應(yīng)可以將回收閥門(Recycle Valve)與供料管線斷開,。
3、回收系統(tǒng)的觸發(fā)
要素五 壓差記錄系統(tǒng)
壓差記錄應(yīng)至少包括以下信息:
· 壓差控制系統(tǒng)的當前狀態(tài);
· 回收閥門位置,;
· 只要每個單獨的閥門位置狀態(tài)能夠清晰識別,,多個閥門的位置狀態(tài)記錄可以共享一個信道,。
要素一 回流裝置(Flow Divert Device)
Copyright(C) 2014-2024 上海琛菲機械科技有限公司 All Rights Reserved ![]() 滬ICP備14027419號-1
滬ICP備14027419號-1